Needle felts and industrial filters, as well as service for filter units, e.g. power plants, incinerations plants, cement- or steel-industry.
Language
The BWF Group has been a member of the Maschinenraum since 01 April 2024. The Maschinenraum is a shared ecosystem developed by family businesses for…
Our jubilee celebration recently took place in a festive atmosphere. The employees who celebrated 25 and 40 years of employment at the German…
In addition to their professional activities, our Managing Partners are also involved in various honorary positions. New exciting responsibilities…
The new building creates the decisive conditions for more efficient, modern work. Also room for our new laboratory and expanding technical sales…
Our employees are our most important resource, which is why we maintain contact with them even in retirement.
In January 2022 BWF Envirotec acquired the bagmaker ACMA in Badalona, Spain. In April 2023 our subsidiary in Spain continued the expansion and…
The grand opening of the new hall was performed by Dr. Philipp von Waldenfels (Managing Partner), Alexander Holzheu (Manager Industrial Engineering)…
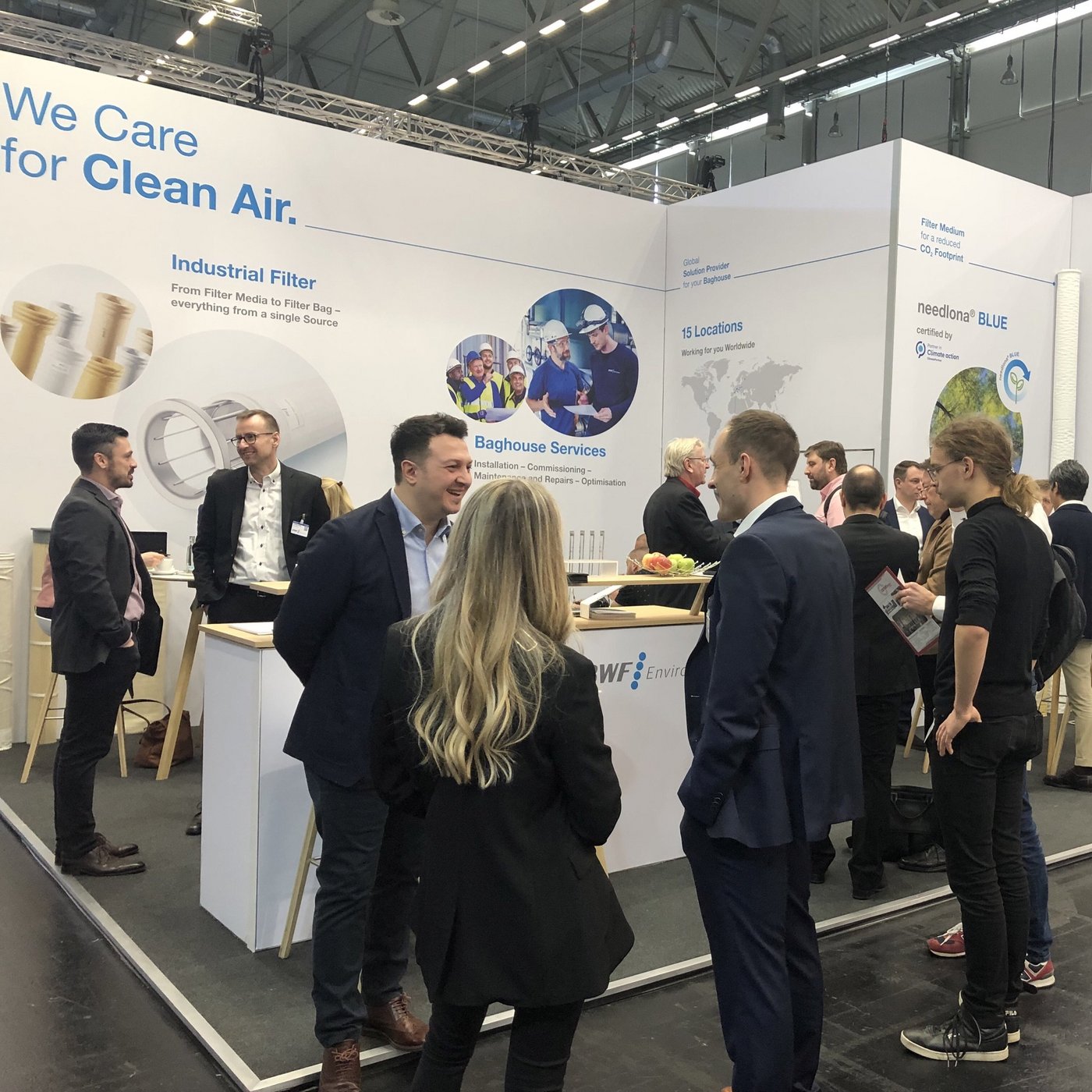
For 3 days our filtration solutions were the focus of the Filtech trade fair. The global booth team from our locations Offingen, Ahlen, Izmir,…
Our success has many faces. Recently, we honoured our most loyal employees at a festive 4-course dinner at our headquarters in Offingen.
Our awareness of a clean and healthy environment is already firmly anchored in the slogan „We Care for Clean Air.“ of our BWF Envirotec division.…